
こんなお悩みを解決します。
機械図面などでよく使われる、機械加工の図面記号を一覧表にまとめました。
図面を確認するときの参考にしてくださいね 🙂
この記事を書いている人
- 車好きの機械エンジニア
- 国公立大学大学院の機械工学科卒業(修士)
- 車関係の会社で働いています
それではさっそく参りましょう、ラインナップはこちらです。
目次
機械加工図面記号一覧①幾何公差
幾何公差とは、図面上の物体(図形)におけるサイズ・形・大きさ・位置関係などにおける許容値(誤差)のこと。
サイズだけでなく、形や位置に許される誤差まで定義しているところが寸法公差とのちがいです。
またデータムとは、機械加工図面などでの、加工や寸法測定をするときに基準となる面や線のことを表します。
| 幾何公差名 | 図面記号 | 意味 | データムの有無 |
| 真直度 |  |
【真っ直ぐさ】 を指定するもの
平面ではなく直線に適用され、中心線や母線などの曲がりを表す 長尺物などの反りの許容などに利用される 【関連記事】 |
無 |
| 平面度 |  |
【表面の凸凹さ】を指定するもの
上下に離れた2つの平面の間に挟まれた一定の距離にある 【関連記事】 |
無 |
| 真円度 |  |
【まんまるさ】を指定するもの
軸や穴・円錐などの円形断面の丸みを表す 【関連記事】 |
無 |
| 円筒度 | 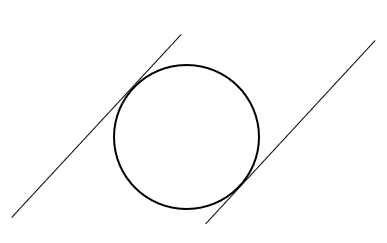 |
【まんまる】と【真っ直ぐさ】を指定するもの
円筒のゆがみを表す 【関連記事】 |
無 |
| 線の輪郭度 |  |
輪郭線(表面の切断面に現れる線要素)のゆがみを表す | 無 |
| 面の輪郭度 |  |
曲面(表面)などが指定した通りにできているかを指示するもの
面の輪郭度は、線の輪郭度とちがって指定曲面全体が対象 【関連記事】 |
無 |
| 平行度 | 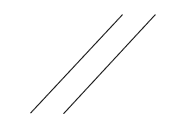 |
データムに対して平行であることが求められるときに指示するもの
2つの直線または平面が平行であることを示す 【関連記事】 |
有 |
| 直角度 | 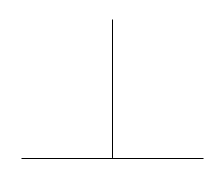 |
データム(基準となる平面、直線)に対して直角であるかを指定するもの
直角度で指定する数値は角度ではなく単位はmm 【関連記事】 |
有 |
| 傾斜度 | 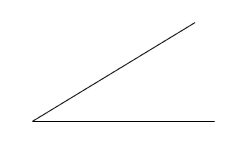 |
指定する直線や平面が90°以外の傾斜を指定したもの
傾斜度で指定する数値は角度ではなく単位はmm |
有 |
| 位置度 | 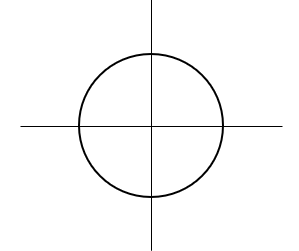 |
基準となる点や直線に対してどれだけ正確な【位置】にいるかという許容値を示すもの
【関連記事】 |
有 |
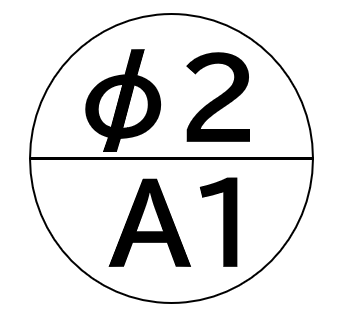
| 同軸度・同芯度 | 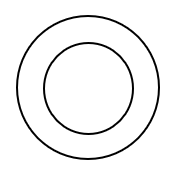 |
円筒など対象物の中心軸が基準となるデータム軸からどれだけひらいているかを示すもの(許容値) | 有 |
| 対称度 | データムを基準として、どの程度対称の位置関係にあるかを指示するもの
【関連記事】 |
有 | |
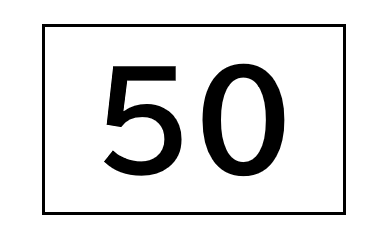
| 円周振れ | 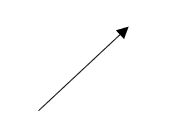 |
データム軸直線を軸とする回転体をデータム軸直線のまわりに回転したとき、その表面が指定された位置または任意の位置において指定された方向に変位する許容値のこと | 有 |
| 全振れ | 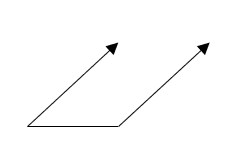 |
データム軸直線を軸とする円筒面または垂直な円形平面であるべき対象物をデータム軸直線の周りに回転したとき、その表面が指定した方向に変位する大きさを表したもの
【関連記事】 |
有 |
機械加工図面記号一覧②寸法公差(サイズ公差)
寸法公差とは、図面上の物体(図形)におけるサイズ寸法に対しての許容値(誤差)のこと。
機械などの部品を加工するときは、厳密には図面の寸法通りに製作できないことが多いです。
じっさいの寸法にバラつきが出てしまう原因は、加工の条件やその時の気温や素材など原因はさまざま。
よって、実用性に問題が出ない程度の許容値である最大値と最小値を決める必要があります。
| 公差等級 | 基準寸法の区分 | ||||
| 説明 | 記号 | 許容差 | |||
|
0.5以上 3以下 |
3を超え
6以下 |
6を超え
30以下 |
30を超え
120以下 |
||
| f | 精級 | ±0.05 | ±0.05 | ±0.1 | ±0.15 |
| m | 中級 | ±0.1 | ±0.1 | ±0.2 | ±0.3 |
| c | 粗級 | ±0.2 | ±0.3 | ±0.5 | ±0.8 |
| v | 極粗級 | ‐ | ±0.5 | ±1 | ±1.5 |
→つづき
| 公差等級 | 基準寸法の区分 | ||||
| 説明 | 記号 | 許容差 | |||
| 120を超え
400以下 |
400を超え
1,000以下 |
1,000を超え
2,000以下 |
2,000を超え
4,000以下 |
||
| f | 精級 | ±0.2 | ±0.3 | ±0.5 | - |
| m | 中級 | ±0.5 | ±0.8 | ±1.2 | ±2 |
| c | 粗級 | ±1.2 | ±2 | ±3 | ±4 |
| v | 極粗級 | ±2.5 | ±4 | ±6 | ±8 |
機械加工図面記号一覧③表面の粗さ

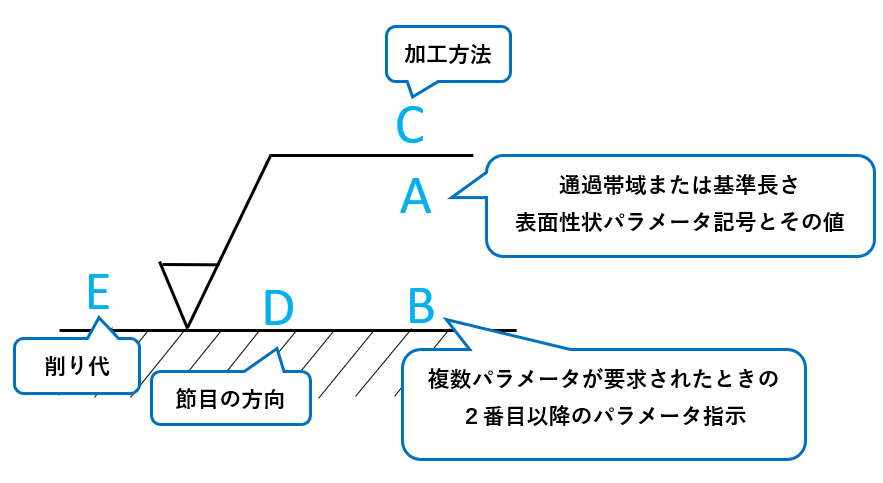
表面の粗さに指定がある場合、表す記号は以下のとおりです。
機械図面の基本は新JISでの表記になりますが、参考に旧JISの表記も載せておきます。
| 新JIS | 旧JIS |
 |
 |
|
A: 通過帯域または基準長さ、表面性状パラメータ記号とその値 B:複数パラメータが要求されたときの二番目以降のパラメータ指示 C:加工方法 D:筋目の方向 E:削り代 |
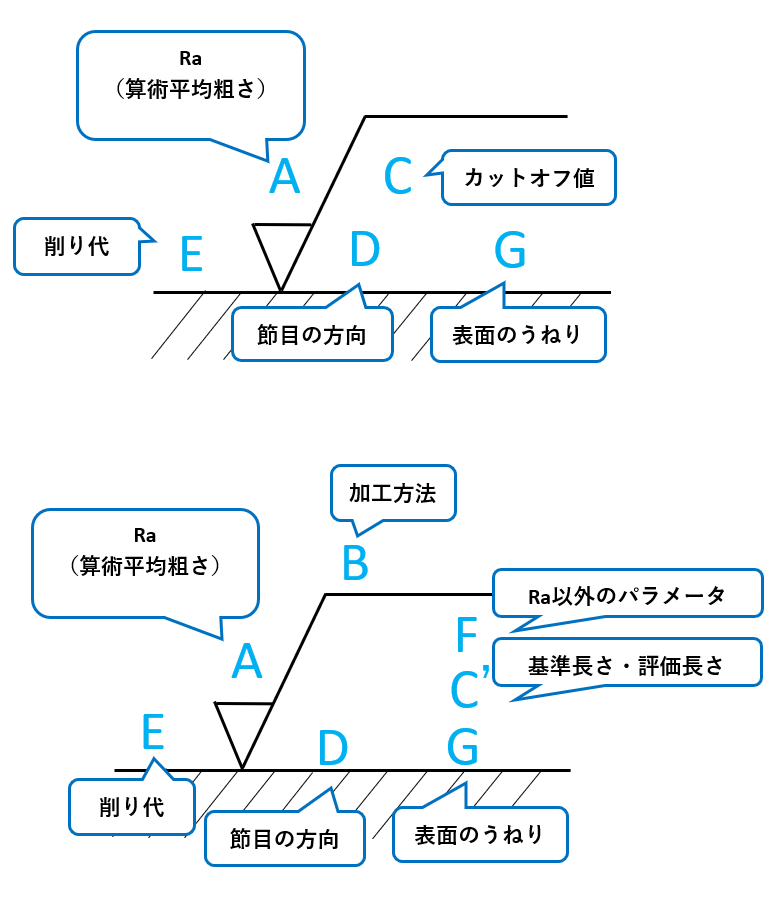
A: Ra 算術平均粗さ
B:加工方法 C:カットオフ値 C’:基準長さ・評価長さ D:筋目の方向 E:削り代 F:Ra以外のパラメーター G:表面うねり |
機械加工方法を表す記号は以下のとおりです。
| 記号 | 加工方法 | 参考 |
|---|---|---|
| P | 平削り | Planing |
| M | フライス削り | Milling |
| MP | 平フライス削り | Plain Milling |
| DR | リーマ仕上げ | Reaming |
| L | 外丸削り | Turning (Lathe Turning) |
| LFC | 面削り | Facing |
| B | 中ぐり | Boring |
いっぽう、表面粗さに指定がない場合は以下の表記を使ってください。
| 表面粗さに指定がない場合 | 記号 |
| 除去加工を行う |  |
| 除去加工の要否を問わない |  |
| 除去加工をしてはならない | 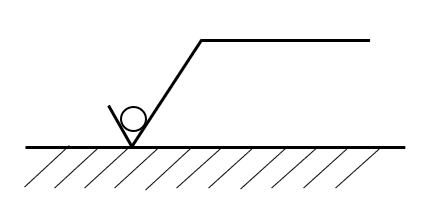 |
| 部品一周の全周面同一表面性状の場合 | 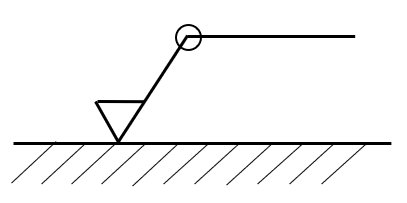 |
機械加工図面記号一覧④付加記号
機械加工や機械図面でよく使われる付加記号は以下のとおりです。
| 記号 | 付加記号名 |
 |
サイズ公差・幾何公差の相互依存性の指示
完全形体の包絡面を規制 最大実体サイズをもつ完全形状の包絡面の中に、サイズ公差を守った部品が入れば合格で、入らなければ不合格と決めることを指示する記号 E:Envelopeの略 |
 |
自由状態でのサイズ公差や幾何公差を超えた変形を示す
部品の場合は、交差記入枠の幾何公差に続けてを記入し、非剛性部品であることを指示する記号 F:Free stateの略 |
 |
最小実体公差方式の適用を指示する記号
L:Least Material Requirementの略 |
 |
最大実体公差方式の適用を指示する記号
M:Maximum Material Requirementの略 |
 |
形体の突出部に対して適用する公差を指示する記号
P:Project Tolerance Zoneの略 |
 |
ANSI規格での記号
2009年版ASMEY14.5では削除 S:Regardless of Feature Size(RFS)の略 |
 |
接平面の指示(ASMEのみ)
表面に接する平面が、データム平面に対してどれだけ傾いてるかの度合い 平行度とはちがい、表面の凸部を規制し凹部は規制しない T:Trangent Planeの略 |
 |
面の輪郭度において、オフセット量が公差域をはみ出してもよい範囲を規制(公差域の限界)
ISO/JISでは【UZ】と表記 U:Unequally Disposed Profileの略 |
 |
浅座ぐり(ASMEのみ)
穴の入り口をさらに大きな直径で一段深く削りおとす加工の指示 |
 |
統計的公差(ASMEのみ)
統計により、組立の構成部品に公差を割り当てる指定を指示 |
 |
連続形体(ASMEのみ)
幾何学的に単一とあつかわれる場合に指定を指示 CF:Continuous Featureの略 |
 |
公差付き形体
幾何公差の種類、記号や公差、位置などの指定を指示 |
 |
データムの位置 |
 |
データムを設定するための線・点・領域 |
 |
理論上正確なサイズ(TED)
TED:Theoretically Exact Dimension |
 |
共通公差域
はなれた位置にある複数の形体をひとつの公差域としてみなす指定指示 CZ:Common Zone |
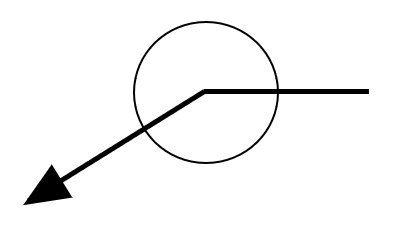 |
輪郭度(全周)
矢印で示した形体の全周に幾何公差を適用 |
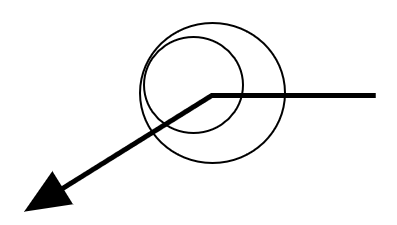 |
輪郭度(全体)
矢印で示した形体の全体に幾何公差を適用 |
 |
可動データムターゲット
指定したデータムターゲットとそれに関連するデータムは移動可能であることを示す |
機械加工の図面記号一覧!幾何公差や寸法公差&付加記号まとめ
ポイント
幾何公差や図面記号の図解と意味をセットで確認しよう!
今回は以上です。
ありがとうございました。