対称度とは、基準の中心面と対象の中心面との許されるズレを指示したものです。
対称度の測定方法や記号、普通公差の基準をまとめましたので参考にしてください。
目次
対称度の記号や測定方法とは?普通公差の基準をわかりやすく解説
対称度は基準A(データム)の中心面と対象の中心面とのズレを規制する公差です。
記号は中心線が長い3本線で構成されています。
| 幾何公差名 | 記号 | 意味 | データムの有無 |
| 対称度 | データムを基準として、どの程度対称の位置関係にあるかを指示するもの | 有 |
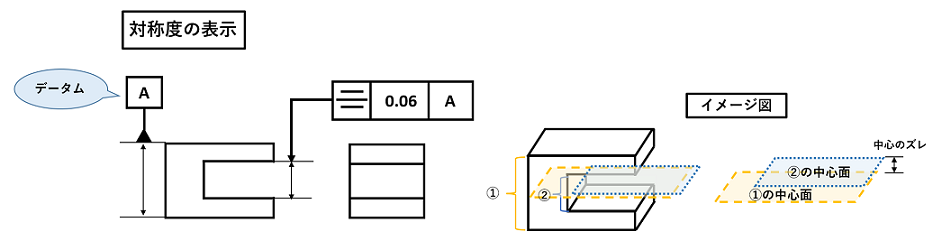
上記の図解をみてみると、対称度の公差域は0.06mmなので基準A面の中心面の上に0.03mm、下に0.03mmの間隔をもった二平面(青と橙)の間に対象の中心面が入ることを要求しています。
その他の幾何公差記号について、サクッと確認したい方は、また別記事でまとめていますのでご確認ください。
また、測定方法は三次元測定機、またはノギス・マイクロメータなどで行われます。
対称度の測定方法➀三次元測定機
【三次元測定機(イメージ図)】
.png)
三次元測定機は、部品の形状をデータ上で立体的にとらえて様々な測定をすることが可能です。
JIS B 7440では【互いに直行する案内と、案内の移動量を求めるスケール及びプローブをもち、それぞれの移動量からプローブの三次元座標値を求めることができる機械】と定義されています。
三次元測定機による測定点の情報は、三次元の座標(X、Y、Z)として記録され、その座標情報を組み合わせることにより、二次元または三次元の幾何学要素を作成します。
寸法や公差などが測定可能です。
| 二次元の幾何学要素 | 線、面、円、点 |
| 三次元の幾何学要素 | 球、円筒、円錐、直方形 |
そして対称度はスタイラスを対象物に軽く当てるだけで測定でき、さらに測定圧による誤差はほとんど発生せず、安定した測定結果を得ることができます。
また、スタイラスはさまざまな角度から当てることができるので、ハイトゲージ等では測定が困難な水平に固定できない対象物でも、正確に測定することができます。
測定ポイントを増やすと、測定範囲が広い場合でも高精度かつ安定した測定が可能です。
一方で三次元測定機は以下のとおりです。
測定器のタイプ、測定方法などにより呼称や分類方法が異なりますので注意してください。
| 設置方法による分類 | 据置型 |
| ポータブルタイプ | |
| 外観による分類 | 多関節アーム型 |
| 門型 | |
| 測定方法による分類 | レーザートラッカー |
| レイアウトマシン | |
| 接触型 | |
| 非接触型 |
対称度の測定方法②ノギス・マイクロメーター

対象物の各部をアナログのノギスまたはマイクロメーターで測定し、対称性を確認します。
ノギスにもマイクロメーターにも、さまざまな種類があり、測定する位置や形状によって使い分けます。
手軽に手早く確認できるので、くりかえし測定する場合に便利です。
しかし測定値の精度や測定のスピードは測定者の習熟度に依存し、器具による測定誤差もあります。
また、2点間の長さ測定なので寸法は測定できますが、幾何公差(形状)は難しく測定できない場合もあり、さらに測定データは手書きでの記録が必要です。
対称度の普通公差・許容値をわかりやすく解説
対称度の普通公差は以下のとおりです。(参考:JIS B 0419)
|
基本サイズ 公差等級 |
呼び長さの区分 | |||
| 100以下 | 100を超え
300以下 |
300を超え
1,000以下 |
1,000を超え
3,000以下 |
|
| 対称公差 | ||||
| H | 0.5 | |||
| K | 0.6 | 0.8 | 1 | |
| L | 0.6 | 1 | 1.5 | 2 |
対称度を形成する2つの形体のうち、長い方をデータムとします。
それらの長さが等しい場合はそのいずれでもOKです。
対称度の測定方法とは?記号・普通公差の基準まとめ
| 幾何公差名 | 記号 | 意味 | データムの有無 |
| 対称度 | データムを基準として、どの程度対称の位置関係にあるかを指示するもの | 有 |
対称度の測定方法は三次元測定機、またはノギス・マイクロメータなどで行われる
以上です。
ありがとうございました。