
今回のテーマは【円周振れと全振れ】について!
記号や表示方法、普通公差、円周振れと全振れの違いなどもサクッと解説していきます。
それではさっそく参りましょう、ラインナップは目次からどうぞ 😎
目次
円周振れとは?全振れと円周振れの違いや普通公差(JIS)&測定方法
図面での円周振れと全振れの記号および違いはこんな感じです。
| 幾何公差名 | 記号 | 意味 | データムの有無 |
| 円周振れ |  |
データム軸直線を軸とする回転体をデータム軸直線のまわりに回転したとき、その表面が指定された位置または任意の位置において指定された方向に変位する許容値のこと | 有 |
| 全振れ |  |
データム軸直線を軸とする円筒面または垂直な円形平面であるべき対象物をデータム軸直線の周りに回転したとき、その表面が指定した方向に変位する大きさを表したもの | 有 |
円周振れとはデータム軸に対して任意のカット面について規制され、全振れとは対象物すべてにおいて規制がかかります。
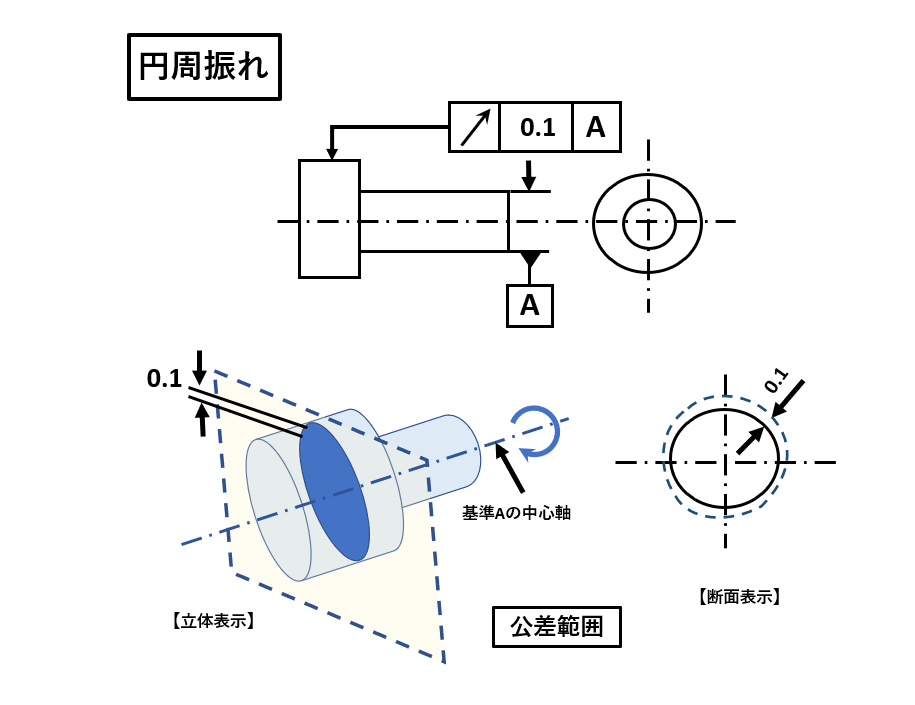
円周振れの表示方法と意味
円周振れは、基準Aの中心軸に対して対象の表面を1回転させたときの半径方向への振れを規制する公差です。
任意のカット面のみで判断します。
【円周振れ★図解】
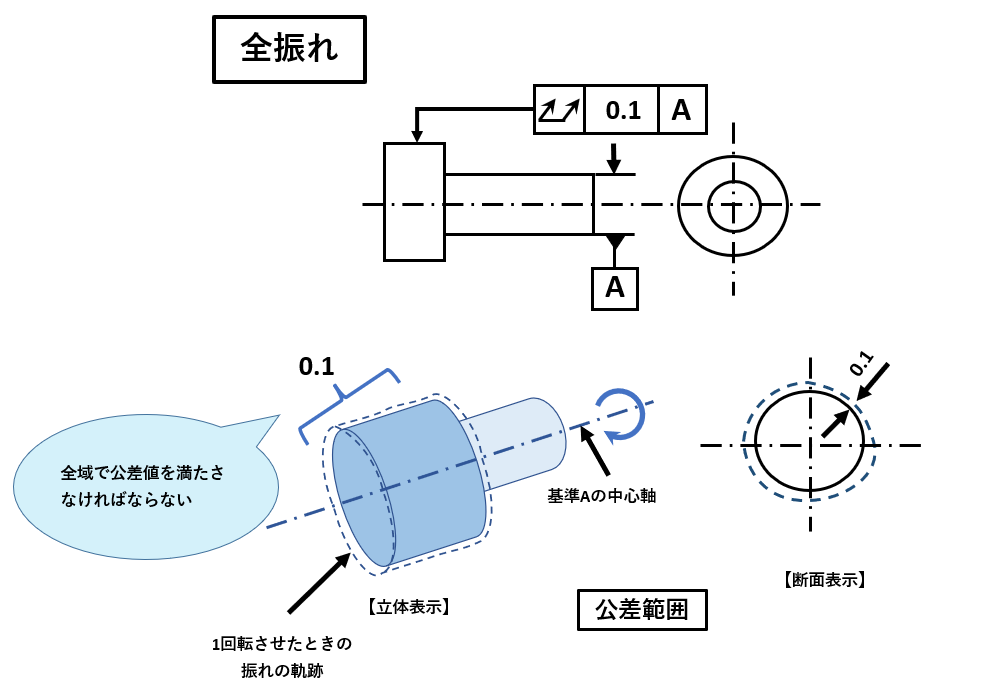
全振れの表示方法と意味
一方で全振れは、基準Aの中心軸に対して、対象の表面を1回転させたときの半径方向への振れを全域で規制する公差です。
全域で公差値を満たさなければならないため、円周振れと全振れで同じ公差値であれば、全振れのほうが厳しい基準となります。
【全周振れ★図解】
円周振れと真円度との違い
真円度の記号は○です。
真円度とは、図面などにおいて「どれだけまん丸であるべきか」を指示する公差です。
| 幾何公差名 | 記号 | 意味 | データムの有無 |
| 真円度 |  |
【まんまるさ】を指定するもの
軸や穴・円錐などの円形断面の丸みを表す |
無 |
| 円周振れ | |
データム軸直線を軸とする回転体をデータム軸直線のまわりに回転したとき、その表面が指定された位置または任意の位置において指定された方向に変位する許容値のこと | 有 |
記号や意味が違うだけでなく、データムの有り、無しでも違いがあります。
円周振れの普通公差(JIS)
JISによる円周振れ(半径方向、軸方向および斜め法線方向)の普通公差は以下のとおりです。
単位mm
| 基本サイズ
公差等級 |
円周振れ公差 |
| H | 0.1 |
| K | 0.2 |
| L | 0.5 |
円周振れで図面上に指示面が指定されている場合には、その面をデータムとしましょう。
円周振れと全振れの測定方法
円周振れと全振れの測定方法は、三次元測定機や形状測定機などが挙げられます。
三次元測定機
.png)
三次元測定機は、部品の形状をデータ上で立体的にとらえて様々な測定をすることが可能です。
JIS B 7440では【互いに直行する案内と、案内の移動量を求めるスケール及びプローブをもち、それぞれの移動量からプローブの三次元座標値を求めることができる機械】と定義されています。
三次元測定機による測定点の情報は、三次元の座標(X、Y、Z)として記録され、その座標情報を組み合わせることにより、二次元または三次元の幾何学要素を作成します。
寸法や公差などが測定可能です。
| 二次元の幾何学要素 | 線、面、円、点 |
| 三次元の幾何学要素 | 球、円筒、円錐、直方形 |
そして円周振れおよび全振れはスタイラスを対象物に軽く当てるだけで測定でき、さらに測定圧による誤差はほとんど発生せず、安定した測定結果を得ることができます。
また、スタイラスはさまざまな角度から当てることができるので、ハイトゲージ等では測定が困難な水平に固定できない対象物でも、正確に測定することができます。
測定ポイントを増やすと、測定範囲が広い場合でも高精度かつ安定した測定が可能です。
一方で三次元測定機は以下のとおりです。
測定器のタイプ、測定方法などにより呼称や分類方法が異なりますので注意してください。
| 設置方法による分類 | 据置型 |
| ポータブルタイプ | |
| 外観による分類 | 多関節アーム型 |
| 門型 | |
| 測定方法による分類 | レーザートラッカー |
| レイアウトマシン | |
| 接触型 | |
| 非接触型 |
形状測定機
※イメージ画像★形状測定機

スタイラスを対象物の測定始点に当て、測定の長さを指定して測定します。
測定データと測定機に読み込ませた理論的に正しいデータを使用して解析し、P/V値(理論的に正しい形状に対する最大値と最小値および標準偏差σ値)を出力することができます。
また、接触式、非接触式の種類があり、近年は3Dデジタイザといわれる非接触式の測定機で、形状全体を点群データで計測し、CADデータとのマッチングを行うものもあります。
円周振れとは?全振れと円周振れの違いや普通公差(JIS)&測定方法まとめ
円周振れと全振れの記号および違い
円周振れはデータム軸に対して任意のカット面について規制され、全振れは対象物すべてにおいて規制がかかる
| 幾何公差名 | 記号 | 意味 | データムの有無 |
| 円周振れ | |
データム軸直線を軸とする回転体をデータム軸直線のまわりに回転したとき、その表面が指定された位置または任意の位置において指定された方向に変位する許容値のこと | 有 |
| 全振れ | |
データム軸直線を軸とする円筒面または垂直な円形平面であるべき対象物をデータム軸直線の周りに回転したとき、その表面が指定した方向に変位する大きさを表したもの | 有 |
| 基本サイズ
公差等級 |
円周振れ公差 |
| H | 0.1 |
| K | 0.2 |
| L | 0.5 |
円周振れと全振れの測定方法は、三次元測定機や形状測定機などがある
| 幾何公差名 | 記号 | 意味 | データムの有無 |
| 真円度 | |
【まんまるさ】を指定するもの
軸や穴・円錐などの円形断面の丸みを表す |
無 |
| 円周振れ | |
データム軸直線を軸とする回転体をデータム軸直線のまわりに回転したとき、その表面が指定された位置または任意の位置において指定された方向に変位する許容値のこと | 有 |
以上です。
ありがとうございました。