工程能力とは、定められた規格の限度内で、製品を生産できる能力のこと。
その評価を行う指標のことを工程能力指数といい、一般にCpの記号で表します。
ちなみにこのCpの記号は、Process Capabilityの頭文字を組み合わせたものです。
今回は工程能力指数の計算やCpとCpkの違いをかんたん解説!
3分くらいでサクッと読めますのでぜひご一読ください。
それではさっそく参りましょう、ラインナップは目次からどうぞ 😉
目次
工程能力指数の計算例題をチェック!CpとCpkの違いも簡単に
工程能力指数について解説していきます。
併せてQC工程図もチェックしておきましょう。
工程能力指数とは?
冒頭でもお話しましたが、
工程能力とは、定められた規格の限度内で、製品を生産できる能力のこと。
その評価を行う指標のことを工程能力指数といい、一般にCpの記号で表します。
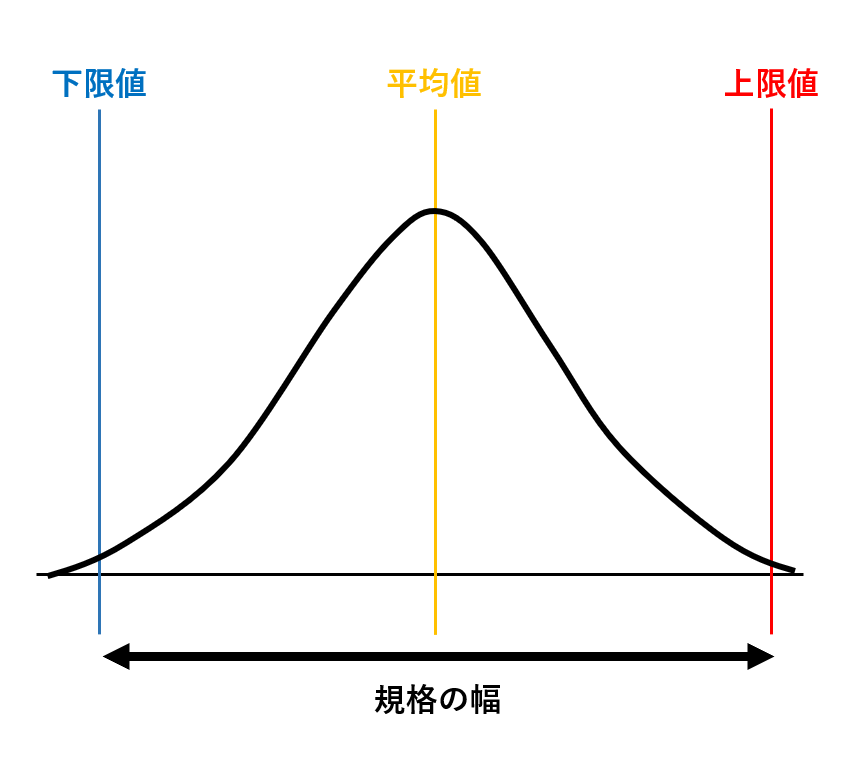
工程能力指数の両側規格の求め方
両側規格とは、平均値が中央にある場合のことです。
そして両側規格の場合、Cpの計算式は以下のとおり。
Cp=(規格値の上限ー規格の下限)/6×標準偏差
工程能力指数の片側規格の求め方
一方で、片側規格は平均値を中央にコントロールできない場合、CpだけでなくCpkを併用します。
まずはそれぞれの計算式を示すとこんな感じです。
①上限の規格の場合
Cp=(上限ー平均値)/3×標準偏差
②下限の規格の場合
Cp=(平均値ー下限)/3×標準偏差
そして上限と下限のCpそれぞれを求め、小さいほうがCpkとなります。
ここでひとつ、例題をやってみましょう!
例題)上限規格値52、下限規格値20、平均値50、標準偏差3のとき、①工程能力指数Cpと②偏りを考慮した工程能力Cpkを求めなさい。
【解答】
①工程能力指数Cp=(52-20)/(6×3)≒1.78
②偏りを考慮した工程能力指数Cpkは、それぞれの片側規格の小さいほうであるから
A(上限規格):Cp=(上限ー平均値)/3×標準偏差
Cp=(52-50)/(3×3)≒0.22
B(下限規格):Cp=(平均値ー下限)/3×標準偏差
Cp=(50-20)/(3×3)≒3.33
よってCpk=0.22
となります。
つまり、CpとCpkどちらも、工程能力を定量的に表した尺度のひとつです。
そして違いは以下のとおり。
| Cp | Cpk |
| 完全に管理された理想の工程を想定したもの | 偏りを考慮したより実務的な工程を表したもの |
つまりCpは理想値、Cpkは実務値ということになります。
工程能力指数のCp判断基準
工程能力指数の判断基準は以下のとおり。
| Cpの判断基準 | |
| Cp≧1.67 | 十分すぎる |
| 1.67>Cp≧1.33 | 十分満足している |
| 1.33>Cp≧1.0 | まずまずである
十分な状態に改善する |
| 1.0>Cp≧0.67 | 不足しているので1.33となるように改善処置をとる |
| Cp<0.67 | 非常に不足している
原因を究明し、是正処置をとる |
一方で、なぜCp=1.33以上になるとよいのでしょう?
それを理解するにはまず、一般的なN(μ,σ²)において、μ±aσの範囲に入る確率を知る必要があります。
図は以下のとおりです。

a=1のときはμ±σ≒68%
a=2のときはμ±2σ≒95%
a=3のときはμ±3σ≒99.7%
Cp=規格値の幅/6sで求めることができるため、規格値の幅8sだけとると、
Cp=8s/6s≒1.33となります。
このことは、工程能力指数Cpが1.33であれば、不適合品(規格を外れたもの)は、ほとんど発生していないことを表しています。
よって工程が満足な状態にあるためには、Cp=1.33が判断基準として使われているというわけです。
例題)
製品Cの全長規格は13±0.1cmです。標準偏差が0.05であるときの工程能力指数とその判断基準を答えなさい。
【解答】
①Cp=(規格値の上限ー規格の下限)/6×標準偏差
より、(13.1ー12.9)/(6×0.05)=0.2/0.3≒0.67
判断基準は、1.33よりも小さいため工程能力が不足していると言えます。
標準偏差(正規分布)についてはまた別記事でまとめていますので併せてご確認ください。
工程能力指数の計算例題をチェック!CpとCpkの違いも簡単にまとめ
| 工程能力指数Cp | ||
| Cp=(規格値の上限ー規格の下限)/6×標準偏差 | 両側規格の場合 | |
| Cp=(上限ー平均値)/3×標準偏差 | 片側規格の場合(上限) | 片側規格のCpkは、上下限の値の小さい方をとる |
| Cp=(平均値ー下限)/3×標準偏差 | 片側規格の場合(下限) | |
| Cp | Cpk |
| 完全に管理された理想の工程を想定したもの | 偏りを考慮したより実務的な工程を表したもの |
以上です。
参考になればうれしいです。
ありがとうございました。