
今回のテーマは【図面の表面粗さ記号(面粗度)】
表面粗さ(面粗度)の記号や書き方、表示方法などをまるっと解説していますのでぜひ参考にしてください。
それではさっそく参りましょう、ラインナップは目次からどうぞ 😎
目次
図面の表面粗さ・面粗度記号一覧|除去加工の要否を問わないものや基本について
表面の粗さについて、除去加工の有無を示す記号は以下のとおり 🙂
表面粗さ(面粗度)の記号は、約60°傾いた長さの異なる2本の直線で構成されています。
除去加工の要否を問わない場合や、除去加工する場合、除去加工しない場合で記号が異なりますのでご注意ください。
| 図面記号
表面粗さ(面粗度) |
意味 |
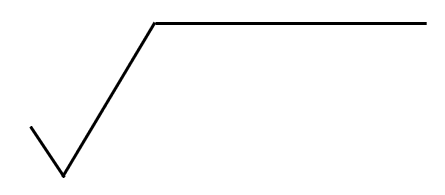 |
表面粗さを示す基本図示記号
その面の除去加工の要否を問わない場合、あるいは簡略図示の場合 |
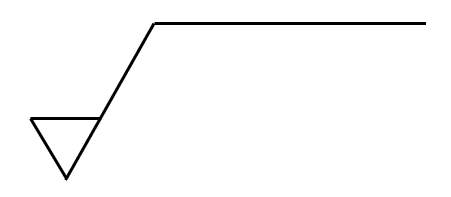 |
表面粗さについて除去加工する場合
対象面が除去加工を必要とする場合に、記号の短い方の線に横線を付加して示す |
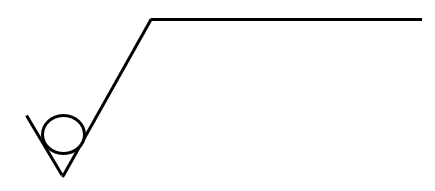 |
表面粗さについて除去加工しない場合
対象面が除去加工してはならないことを示す場合には、記号に内接する円を付加して示す |
また一方で、製図の「キリ」についても知っておきたいルールがあります。
ぜひ併せてご確認ください。
図面の表面粗さ・仕上げ記号②表面性状の指示位置と節目方向
図面における表面粗さ・仕上げ記号は、単に記号を付すだけでなく、どの位置に指示するか、さらに節目(加工目)の方向をどのように示すかが重要な要素となります。
これらの指示は加工方法や仕上げ品質に直結するため、図面作成者と加工者の間で共通理解を持つことが不可欠です。
本節では、表面性状の指示位置と節目方向の基本的な考え方について、実務で迷わないように整理して解説します。
面粗度・表面粗さのルール
図面上で表面性状(表面粗さ・面粗度)を指示するときのルールはこんな感じです。(図解参照)
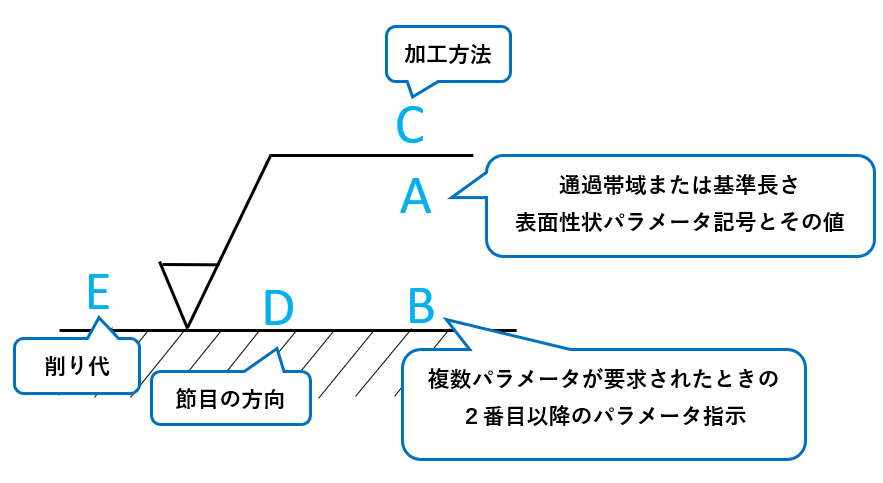
表面粗さのルール
A:通過帯域または基準長さ、パラメータとその値
B:2つ以上のパラメータが要求されたときの2つ目以上のパラメータ指示
C:加工方法
D:筋目およびその方向
E:削り代
面粗度・表面粗さ記号の目安表(JIS B 0031)Raの意味
以下の表は、Aのパラメータに関しての、表面粗さ記号の仕上げの目安です。
細かいパラメータの許容限界値はJIS B 0031に記載してありますのでそちらをご確認ください。
| 表面粗さ
仕上げの程度 |
概要 | 参考パラメータ | 記号表示例 |
| 精密仕上げ | 非常に精密な面で、専用の加工法により仕上げる
ラップ仕上げ、バフ仕上げなど加工コストは高い |
Ra0.2 |  |
| 上仕上げ | 精密な仕上げ面やH7/g6などの精密な軸のはめあい面など | Ra1.6 |  |
| 並仕上げ | 一般的な加工面
旋盤やフライス盤を使用して経済的に加工することが可能 |
Ra6.3 |  |
| 荒仕上げ | 重要でない面
粗い仕上げでよいときにはこのレベルを選択する |
Ra25 | 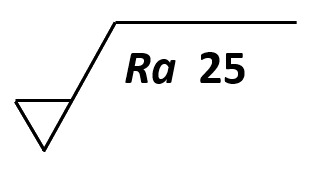 |
精密仕上げほどなめらかでコストがかかり、荒仕上げの表面はざらざらしていますがコストは安く抑えられます。
仕上げ記号についてさらに詳しくは以下の記事をご覧ください。
またRa は、測定した表面の凹凸を「平均的にどれくらいデコボコしているか」で表す値です。
表面の凹凸を縦方向に測り、その中心線からのズレ(高さ)を平均したものが Ra になります。
ポイント
- 数値が 小さいほど → なめらか
- 数値が 大きいほど → 粗い
一方、Dの位置には筋目の方向を記入しますが、記号の種類と意味は以下の表をご覧ください。
| 記号 | 意味 | 説明図 |
| = | 筋目の方向が記号を指示した図の投影面に平行 | 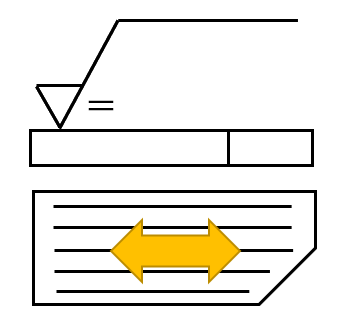 |
| ⊥ | 筋目の方向が記号を指示した図の投影面に直角 | 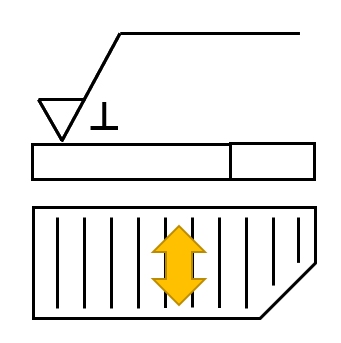 |
| X | 筋目の方向が記号を指示した図の投影面に斜めで2方向に交差 | 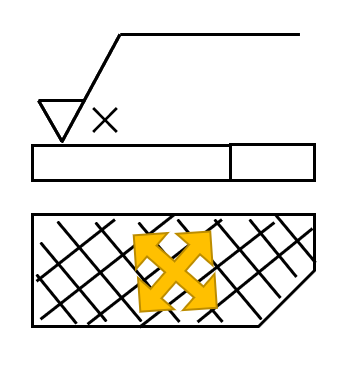 |
| M | 筋目の方向が多方向に公差 | 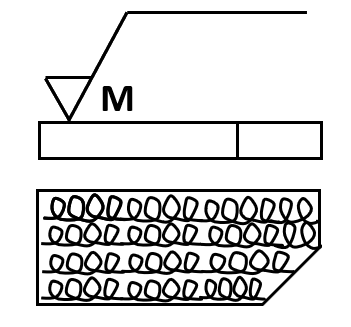 |
| C | 筋目の方向が記号を指示した図の中心に対してほぼ同心円状 | 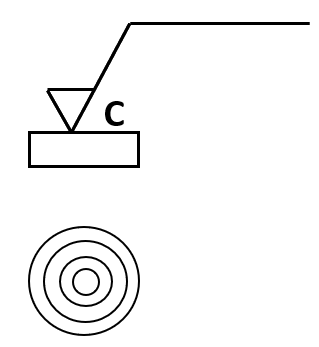 |
| R | 筋目の方向が記号を指示した図の中心に対してほぼ放射状 | 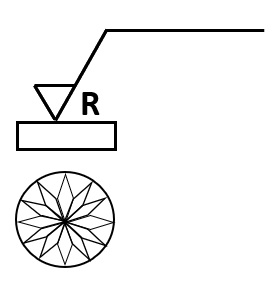 |
| P | 筋目が粒子状のくぼみ、無方向または粒子状の突起 | 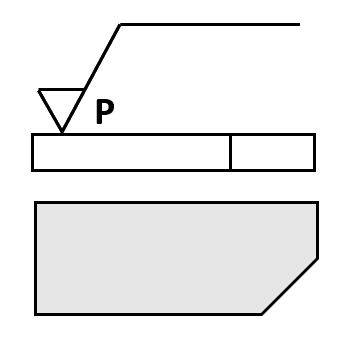 |
図面の表面粗さと JIS の関係
図面に記載される表面粗さは、**JIS B 0601(表面性状—輪郭曲線方式—表面粗さ、うねり及び形状の測定方法及び表示)**に基づいて定義されています。
この規格では、表面の凹凸を評価するためのパラメータ(Ra、Rz など)や、評価長さ・カットオフ値といった測定条件が統一されており、図面で粗さを指示する際の共通言語として機能します。
JIS で定義される主な粗さパラメータについてみていきましょう。
● Ra(算術平均粗さ)
最も一般的に使われる指標で、表面の凹凸の平均的な高さを示します。
図面の仕上げ記号に「Ra 3.2」などと記載されるのは、この JIS の定義に基づくものです。
またRaは表面の凹凸を中心線からの偏差の絶対値を平均したもので、以下の式が成り立ちます。
- 小さいほどなめらか
- 加工の安定性を評価しやすい
- 図面では Ra3.2、Ra1.6、Ra0.8 などが一般的
【現場イメージ】
- フライス加工:Ra3.2
- 旋削仕上げ:Ra1.6
- 研削:Ra0.8〜0.2
● Rz(最大高さ粗さ)
表面の凹凸の“高さ差”を重視した指標で、Ra よりも凹凸の大きさを直感的に把握しやすい場合に使われます。
表面粗さの記号(仕上げ記号)も JIS B 0031(製図—表面性状の指示方法) によって規定されています。
- 記号の形状
- 粗さ値の書き方(Ra、Rz など)
- 加工の有無(加工を伴う/伴わない)
- 節目(加工目)方向の指示方法
これらが統一されているため、図面を見た加工者が迷わずに加工条件を理解できるようになっています。
実務ポイント
- Ra だけでなく、測定条件(カットオフ値など)も JIS で決まっている
- 記号の位置や向き、節目方向の指示も規格に沿って記載する必要がある
- JIS に基づくことで、設計者と加工者の間で品質要求が明確に共有できる
図面の表面粗さ・面粗度記号③表面性状の図面指示
表面粗さや面粗度について表面性状の図面指示を行うには、規格では以下の図のような方法を提案しています。
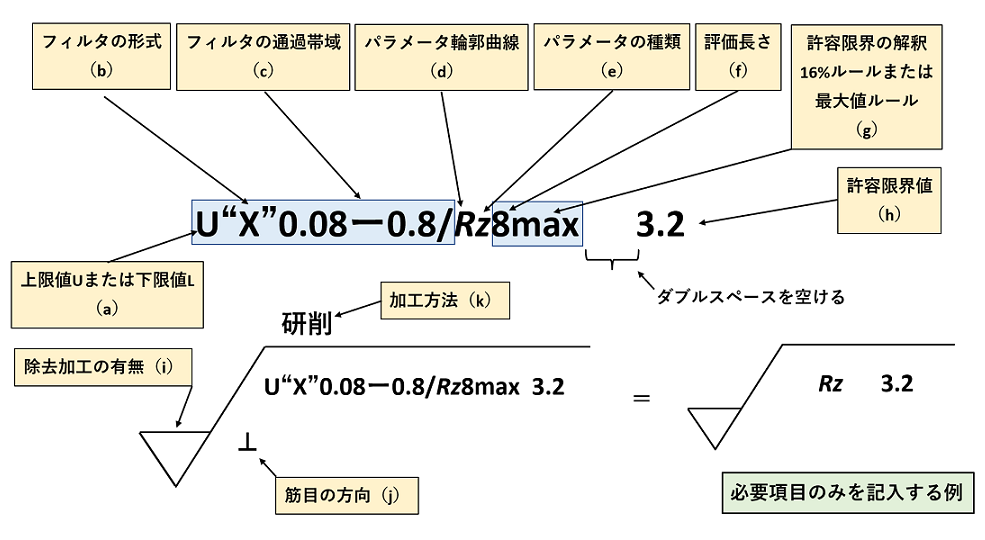
| a | 上限値Uまたは下限値L |
| b | フィルタの形式 |
| c | フィルタの通過帯域
通過帯域は低域フィルタのカットオフ値 高域フィルタのカットオフ値のように指示する |
| d | パラメータ輪郭曲線
R,W,P |
| e | 表面性状を示すパラメータの種類 |
| f | 基準長さを表した評価長さ |
| g | 許容限界の解釈
”16%ルール”または”最大値ルール” |
| h | μm単位の許容限界値 |
| i | 除去加工の有無 |
| j | 筋目の方向 |
| k | 加工方法 |
この方法は表面性状(表面粗さ)のすべての管理項目を網羅したものですが、図面上にすべてを記載するのは得策ではありません。
だから一般的には省略してよい項目も多いのです。
図の□の青い部分はそのような項目を示しており、一般にはこのような項目をすべて省略した簡単な表示方法が用いられています。
簡略後の表示としては、必要な項目を示すことが多いです。(例:パラメータの輪郭曲線、パラメータの種類、許容限界値など:図解参照)
面粗度の記号や表面粗さの記号まとめ!除去加工の要否を問わない場合まとめ
表面粗さ(面粗度)の記号と意味をセットで覚えよう
一覧.jpg)
一覧.jpg)
以上、図面の表面粗さについてお届けしました。