溶接とは、金属をさまざまな熱源によって局部的に融解させて接合する方法です。
JIS Z 3021において、図面や製図で簡潔に図示できる溶接記号や溶接補助記号が定められています。
溶接記号と合わせて、実形状と記号表示も一覧にしておきましたので、確認にぜひお使いください。
目次
溶接記号一覧表!JIS図面での基本とは?
まずはじめに、簡単に用語の解説!
溶接の記号でよく出る用語
溶接専門用語
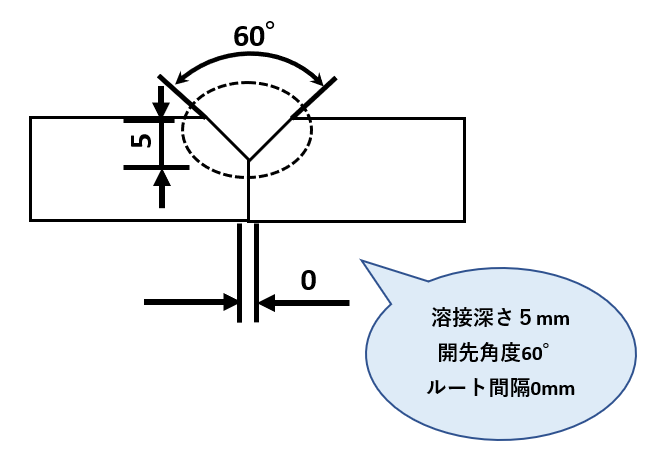
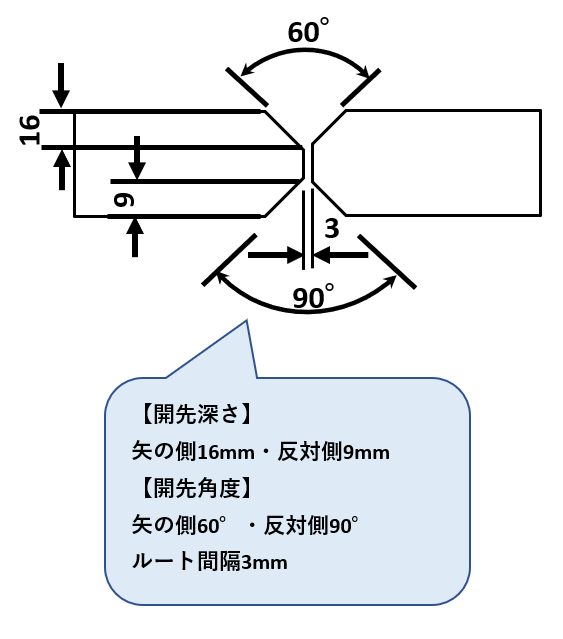
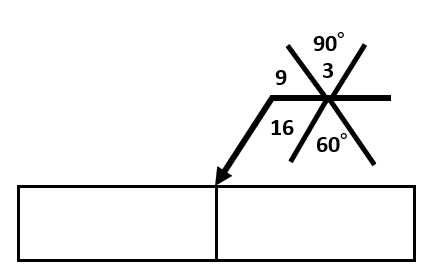
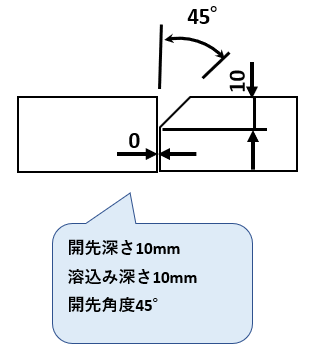
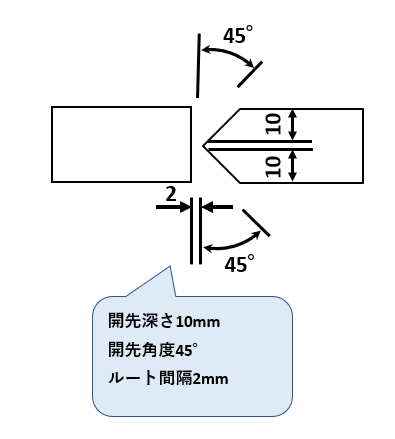
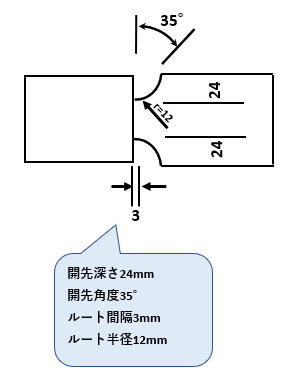
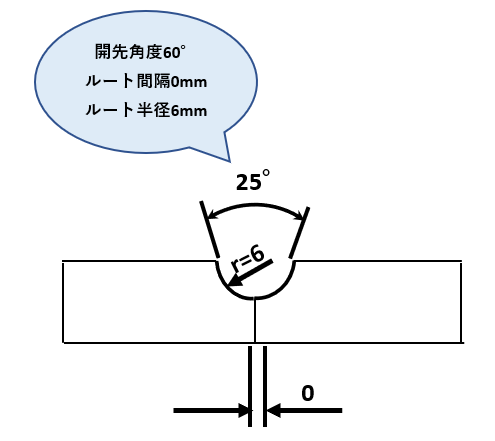
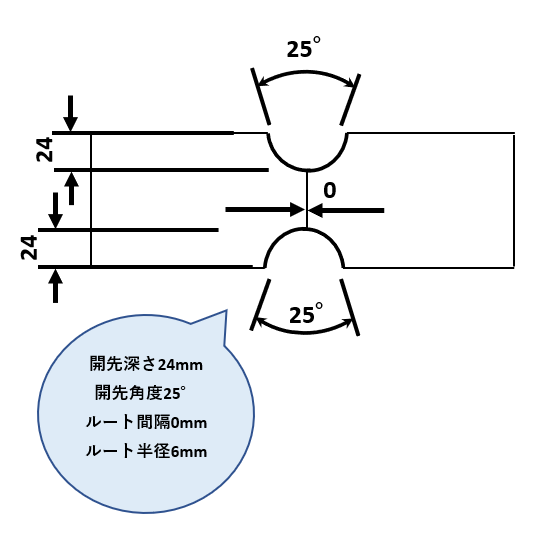
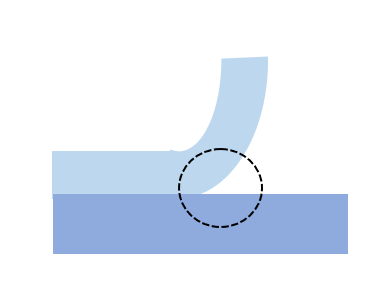
開先⇒母材の端部を色々な形に仕上げ、それを並べてできる空間部分に溶着金属を流し込んで結合した端部の形のことを指す
開先寸法⇒開先において削り取られた部分の寸法
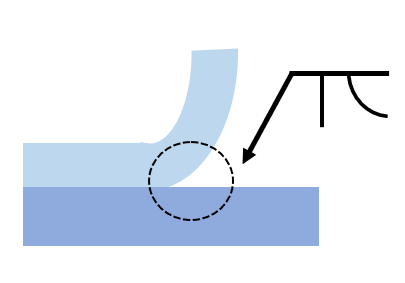
溶接深さ⇒開先溶接において、溶接表面から溶接底面までの距離
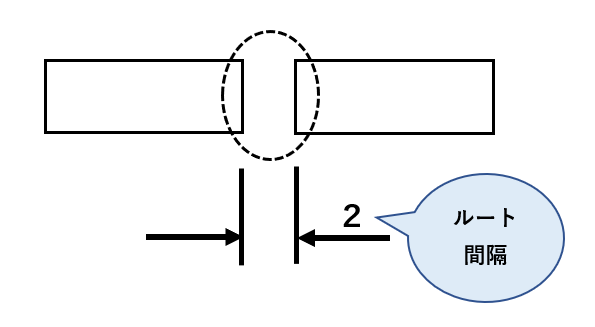
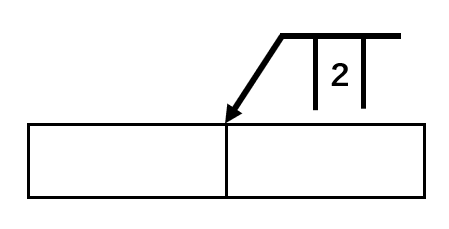
ルート間隔⇒母材間どうしの最短距離
溶接の記号一覧表!レ型フレア溶接や隅肉溶接など
溶接記号について、記号と名称を一覧表にしています。
ぜひチェックしてみてください。
| 溶接部名称
(開先形状) |
記号 | 実形状
記号表示 |
| I型 | 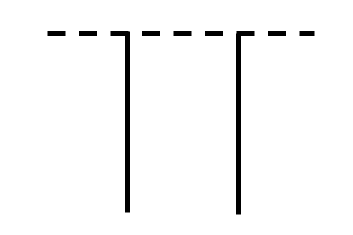 |
 |
 |
||
| V型 | 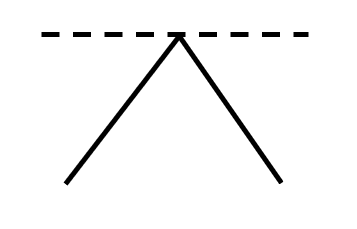 |
 |
.png) |
||
| X型 | 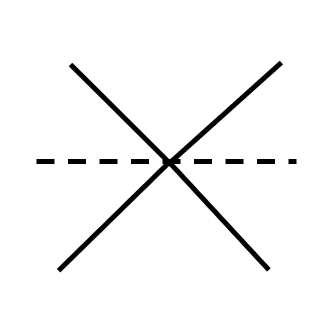 |
 |
 |
||
| レ型 |  |
 |
 |
||
| K型 |  |
 |
 |
||
| J型 |  |
 |
 |
||
| 両面J型 | 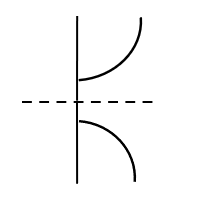 |
 |
 |
||
| U型 | 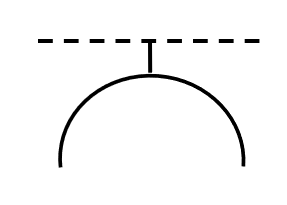 |
 |
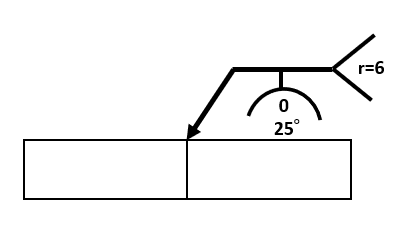 |
||
| H型 | 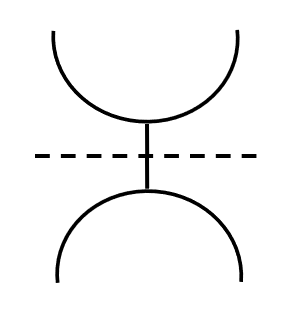 |
 |
 |
||
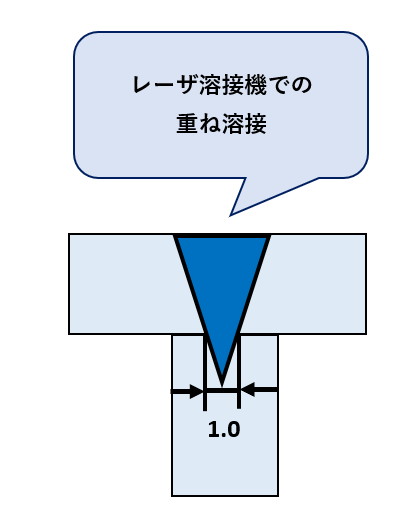
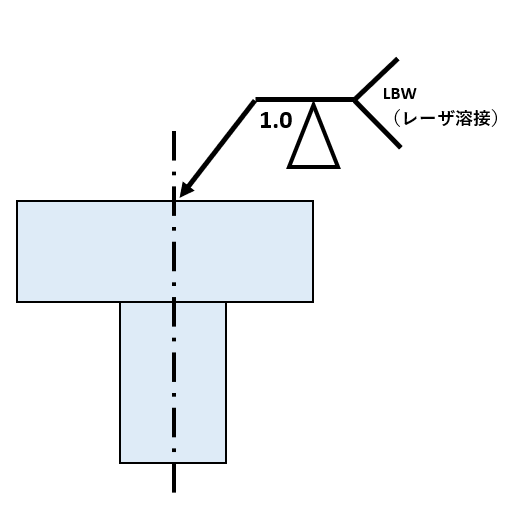
| V型フレア溶接 |  |
 |
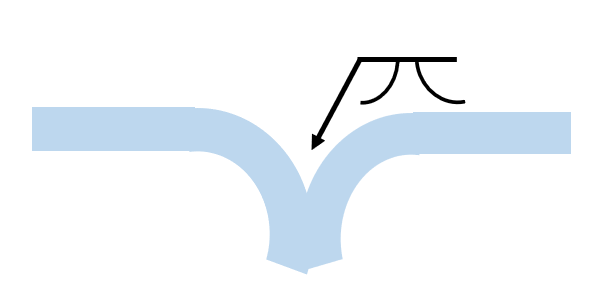 |
||
| X型フレア溶接 | 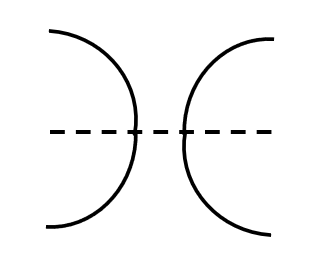 |
 |
 |
||
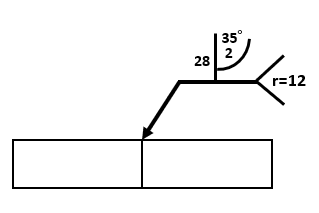
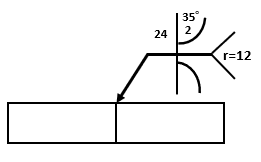
| レ型フレア溶接 | 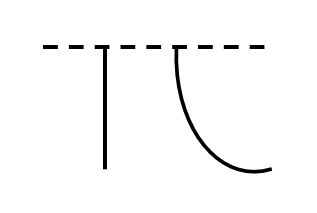 |
 |
 |
||
| K型フレア溶接 | 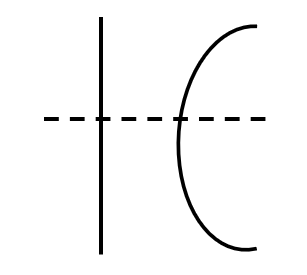 |
 |
 |
||
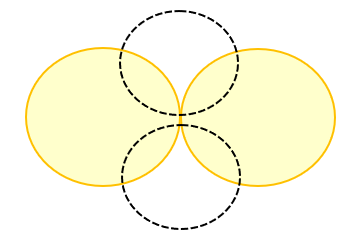
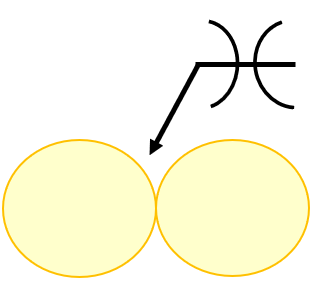
| 隅肉溶接 |  |
 |
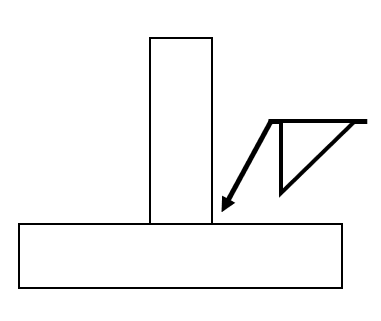 |
||
| へり溶接 | 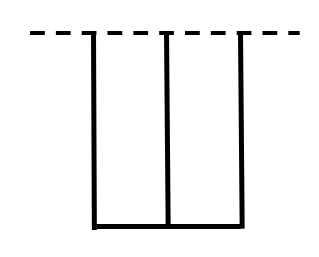 |
 |
 |
||
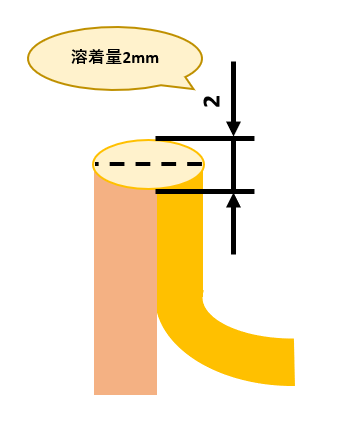
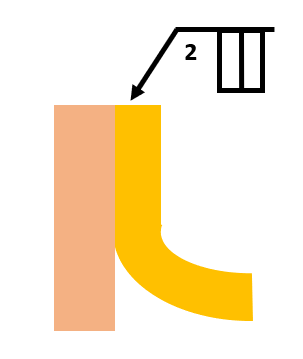
| 肉盛り溶接 | 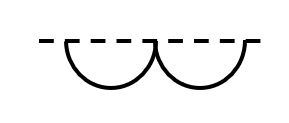 |
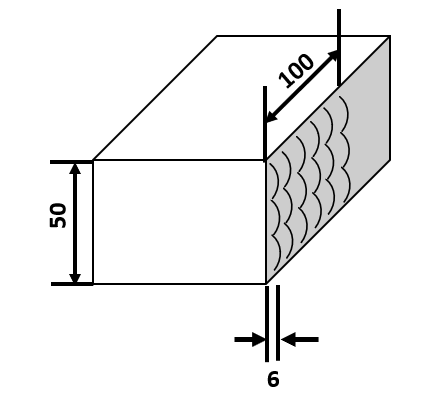 |
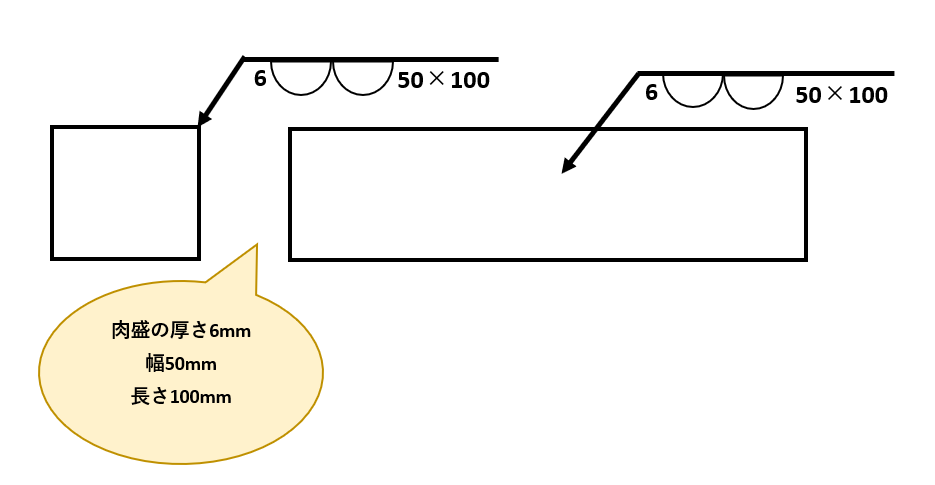 |
||
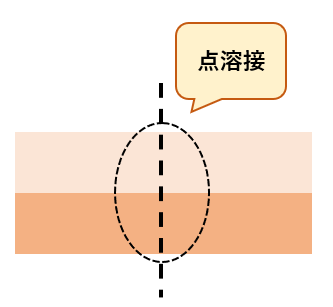
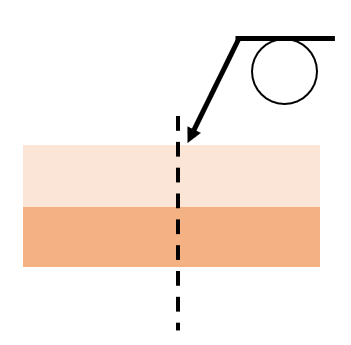
| 抵抗スポット溶接 | 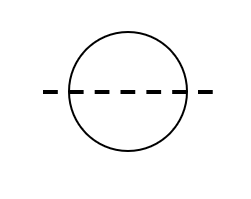 |
 |
 |
||
| 抵抗シーム溶接 | 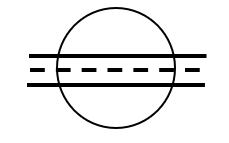 |
 |
 |
||
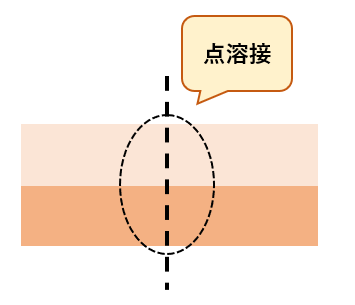
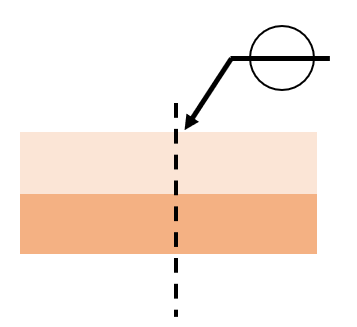
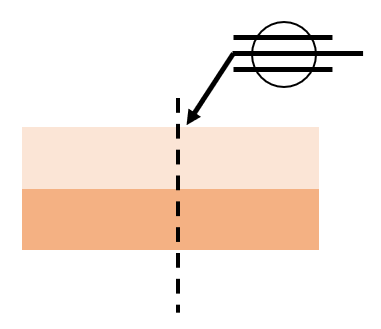
| 溶融スポット溶接 | 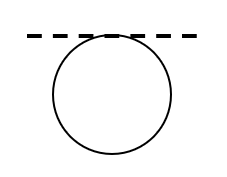 |
 |
 |
||
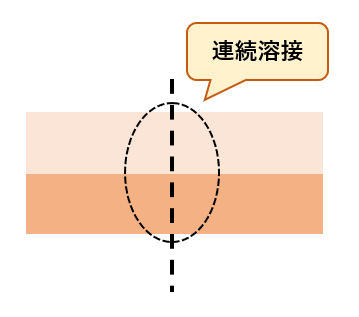
| 溶融シーム溶接 | 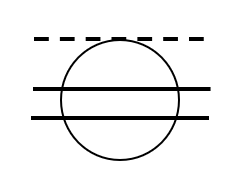 |
 |
 |
||
| ステイク溶接 | 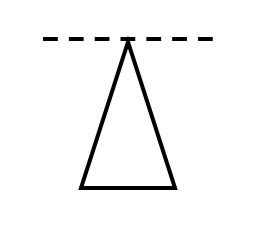 |
 |
 |
||
| スタッド溶接 | 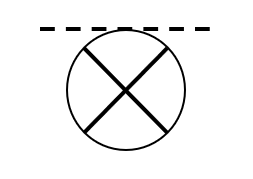 |
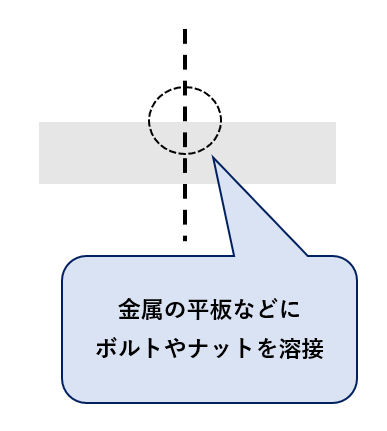 |
 |
そのほか電気製図記号や機械加工の図面記号も併せて確認しておくとよいです。
溶接の補助記号一覧表!JIS図面の基礎知識
溶接補助記号の注意点やポイントは以下のとおりです。
溶接補助記号のポイント
溶接補助記号について
- 溶接順序は、複数の基線、尾、溶接施工要領書などによって指示すること
- 補助記号は基線に対し、基本記号の反対側に付けられる
- 記号は基線の上方、右向きとする
- 溶接後仕上げ加工を行わないときは、平らまたは凹みの記号で指示すること
- 仕上げの詳細は、作業指示書または溶接施工要領書に記載すること
溶接の補助記号一覧表
| 名称 | 補助記号 | |
| 裏溶接 | 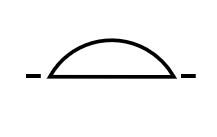 |
|
| 裏当て溶接 | ||
| 裏波溶接 |  |
|
| 裏当て | 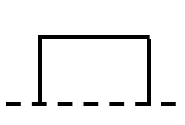 |
|
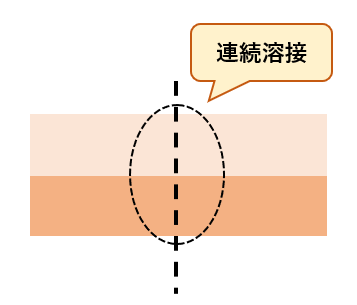
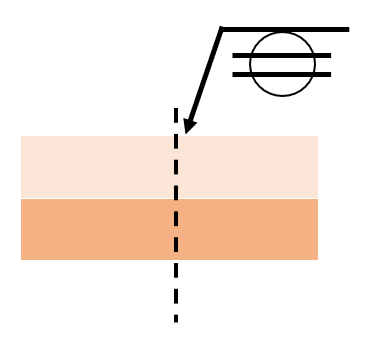
| 全周溶接 | 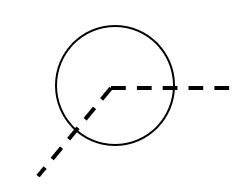 |
|
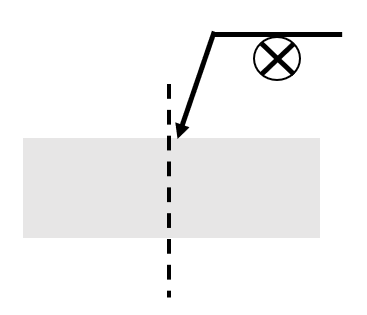
| 現場溶接 |  |
|
| 平ら | 表面形状 |  |
| 凸形 |  |
|
| 凹形 |  |
|
| 滑らかな止端仕上げ |  |
|
| チッピング | 仕上げ方法 | C |
| グラインダ | G | |
| 切削 | M | |
| 研磨 | P | |
また溶接の種類もチェックしておくことをおすすめします。
溶接の記号一覧表&溶接補助記号一覧表ポイントまとめ
図解と名称をセットで覚えよう!
溶接専門用語
開先⇒母材の端部を色々な形に仕上げ、それを並べてできる空間部分に溶着金属を流し込んで結合した端部の形のことを指す
開先寸法⇒開先において削り取られた部分の寸法
溶接深さ⇒開先溶接において、溶接表面から溶接底面までの距離
ルート間隔⇒母材間どうしの最短距離
溶接補助記号について
- 溶接順序は、複数の基線、尾、溶接施工要領書などによって指示すること
- 補助記号は基線に対し、基本記号の反対側に付けられる
- 記号は基線の上方、右向きとする
- 溶接後仕上げ加工を行わないときは、平らまたは凹みの記号で指示すること
- 仕上げの詳細は、作業指示書または溶接施工要領書に記載すること
以上です。
ありがとうございました。