
ねじには、内径や外径、谷の径・有効径・ピッチなど、多くの測定ポイントがあり、検査方法もさまざまです。
とくに重要な測定は、谷の幅と山の幅と言われており、この2つが等しくないと、ねじは正常に機能しません。
目次
ねじ有効径の測定方法とは?ネジ検査方法やねじゲージの通りと止まりの違い
ネジの検査方法はいくつか種類があります。
ネジ検査方法の種類
- ねじゲージ
- ピッチゲージ
- マイクロメーター
- 測定用三針
- 画像寸法測定器
ねじゲージでの検査方法
ねじの検査には、検査するおねじの基準となるめねじ、めねじの基準となるおねじをはめ合わせて確認する方法があります。
この基準になるねじのことを「ねじゲージ」といい、ねじゲージには、
- 標準ねじゲージ
- 限界式ねじゲージ
の2種類があります。
| 標準ねじゲージ | 精密な基準山形と基準寸法で作られた「プラグゲージ」と「リングゲージ」のセットになっている
このゲージを検査するねじにはめ合わせて、通り抜けの感覚を検査する |
| 限界式ねじゲージ | 「通り」と「止まり」の寸法差のねじ
ねじ部品に設定されている公差の上限と下限を検査する測定器具で
などの種類がある |
通り側は規格による合格範囲のうち最大側を表しています。
無理な力を加えることなく手でねじこんだときに、通り過ぎればねじが大きすぎることはないと評価できます。
一方、止まり側は、合格範囲のうち最小側を表しており、これがすべて入らずに途中で止まれば、ねじが小さすぎることはないと評価できます。
ピッチゲージでの検査方法
ピッチゲージとは、ピッチを検査する器具のことです。
各種寸法のピッチ形状を検査するゲージが複数枚束ねられていて、その中から検査するねじに適合するゲージを選んで使用し、ゲージをねじ山に当てて、隙間がないかを検査します。
とくに限界ねじゲージによる検査は、限界ねじゲージがスムーズに通り抜け、止まりゲージが2回転以上ねじ込まれない場合を合格と判定します。
マイクロメーターでの検査方法(有効径などの測定)
【マイクロメーター】
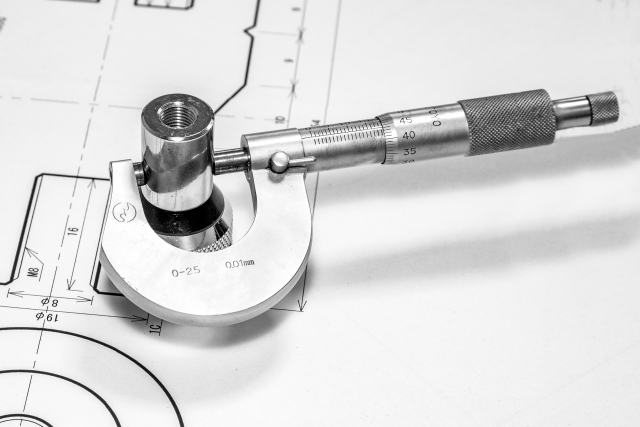
マイクロメーターは、手軽におねじの外径と谷の径・有効径、めねじの内径と谷の径・有効径を測定することができます。
ちなみにマイクロメーターの測定範囲は、約1/100mm~1/1000mmの精度くらいです。
測定の方法は以下のとおり。
| マイクロメーターの測定 | |
| 基本 | 測定物との接触が面であるため、谷の径を測定する場合は点で接触できる接触子を取り付けて測定 |
| 有効径 | 「ねじマイクロメーター」を使う
ねじマイクロメーターは、アンビル側の測定子がV型の溝になっており、ここに測定子のねじのフランクを接触させてから、スピンドル側をねじの溝に挟んで測定 |
| めねじ | 「内側マイクロメーター」で測定
内側マイクロメーターは、両端が測定子になっている |
測定用三針とマイクロメーターの組み合わせ
おねじの有効径は、測定用三針とマイクロメーターと組み合わせると、より高精度で測定できます。
三角ねじの測定を例に、その方法を確認していきましょう。
| 測定の方法 | |
| ①ねじをVブロックなどに固定し、測定用三針の3本の針でねじを挟んでマイクロメーターで外径の寸法を測定
【Vブロック】
|
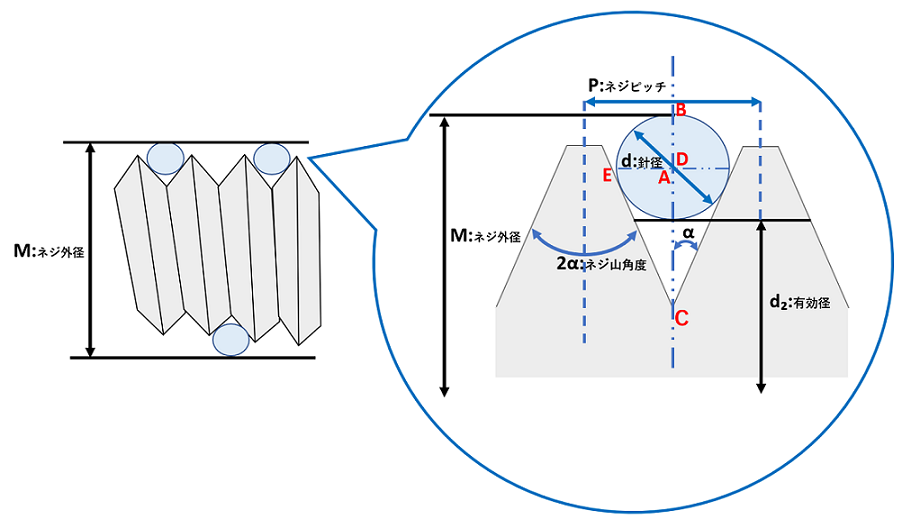 |
| ②マイクロメーターで測定した値を計算式に代入して計算し、おねじの有効径を求める | d² = M-3d+0.866P(有効径)
M:マイクロメーターでの測定値(三針を含む外径測定値) d:測定用三針の直径 P:ねじのピッチ(ユニファイねじの場合はインチに換算) |
| ③ ①と②をねじの先端部、中央部、根本部に対して、それぞれネジを90°ずつ回転させながらくりかえす | ー |

ネジ測定方法(三針法)計算式についてはまた別記事でまとめていますので併せてご確認ください。
画像寸法測定器での検査方法
画像寸法測定器は、測定対象物をイメージセンサーで捉え、そのデータを画像処理し各部の測定値を算出・表示する非接触測定器です。
照明用のLEDや受光レンズ・撮像素子から画像処理に至るまで、測定に適した工夫が施されているため、位置決めやピント合わせなど、測定者の技量による計測誤差はありません。
また、操作方法も特別な習熟を必要としないところがメリットと言えるでしょう。
さらに画像寸法測定器は、同時多点測定が可能であるため、ねじ山の角度や谷径・外径・有効径さらにピッチを一度に測定し、測定値をその場で確認することができます。
ネジ検査方法の項目

【ノギス上★マイクロメーター下】
ネジ・ボルトは、規格品であればISOやJISにより寸法や公差が細かく規定されています。
ここでは外観検査に絞って一般的な検査項目を紹介します。
表にまとめると以下のとおりですので、ぜひご確認ください。
| 外観検査 | 測定器具 | 特徴 |
| 寸法検査 | ノギス/ハイトゲージ
(デプスゲージ) |
特別な装置が必要ないので手軽な反面、測定者によって誤差が生じやすく、手作業なので手間・時間がかかるというデメリットがある |
| マイクロメーター | ||
| ピッチゲージ検査 | ピッチゲージ | ネジ・ボルトのピッチ形状を検査する代表的な測定器
対応した寸法のゲージをネジ山に当てて隙間がないかチェックすることでピッチ形状を検査 ピッチゲージもノギス・マイクロメータ同様に手軽に導入できる反面、手間・時間がかかり、測定者による誤差が生じやすいというデメリットがある |
| 限界ゲージ検査 | 限界ゲージ | ネジ・ボルトの寸法は、寸法公差が規定されています。この寸法公差内にピッチ形状が収まっているかを検査
寸法公差に沿った形状のネジ山を持ち、通り側と止まり側がセットになっている |
| 顕微鏡検査 | 光学顕微鏡 | より精密な検査を行う場合は、光学顕微鏡と精密可動テーブルを組み合わせた測定顕微鏡を使う
測定顕微鏡による検査は、拡大してネジの外径や内径、有効径、ピッチやネジ山の角度などを非接触で高精度な検査が可能 ランダムで抜き取り検査をする場合とパーツフィーダなどに組み込んで全数検査する場合がある |
| 測定顕微鏡 | ネジ・ボルト専用検査装置による検査
寸法検査や外観検査、寸法検査、ピッチ検査、ねじ込み試験、ネジトルク試験などを行う専用検査装置もある 検査装置によって対応可能な検査内容などは異なるので注意 専用検査装置は、製品の仕様や生産ラインの変更などが発生した場合に手間・費用がかかる場合もある |
|
| 画像処理システム | 画像寸法測定器 | 照明用のLEDや受光レンズ・撮像素子から画像処理まで、位置決めやピント合わせなど、測定者の技量による計測誤差はほとんどない
操作方法も特別な習熟を必要としないところがメリット 画像寸法測定器は、同時多点測定が可能であるため、ねじ山の角度や谷径・外径・有効径さらにピッチを一度に測定し、測定値をその場で確認することができる |
ねじ有効径の測定方法とは?ネジ検査方法やねじゲージの通りと止まりの違いまとめ
ねじゲージの通り側は規格による合格範囲のうち最大側、止まり側は、合格範囲のうち最小側を表している
ネジ検査方法の種類
- ねじゲージ
- ピッチゲージ
- マイクロメーター
- 測定用三針
- 画像寸法測定器
以上です。
ありがとうございました。