〇真円度の定義
【真円度】とは、図面などにおいて「どれだけまん丸であるべきか」を指示する公差です。
記号や公差、測定方法などについてまるっと解説していきます。
それではさっそく参りましょう、ラインナップは目次からどうぞ 🙂
目次
真円度の記号とは?測定方法のほか公差や定義もわかりやすく解説
真円度の記号は○です。
冒頭でもお話しましたが、【真円度】とは、図面などにおいて「どれだけまん丸であるべきか」を指示する公差です。
| 幾何公差名 | 記号 | 意味 | データムの有無 |
| 真円度 |  |
【まんまるさ】を指定するもの
軸や穴・円錐などの円形断面の丸みを表す |
無 |
また、公差域を設定するために、何か基準となる部分(面、線、軸線)を必要としますが、この基準となるような部分をデータムといいます。
しかし真円度には、データムはなく、基準を必要としません。
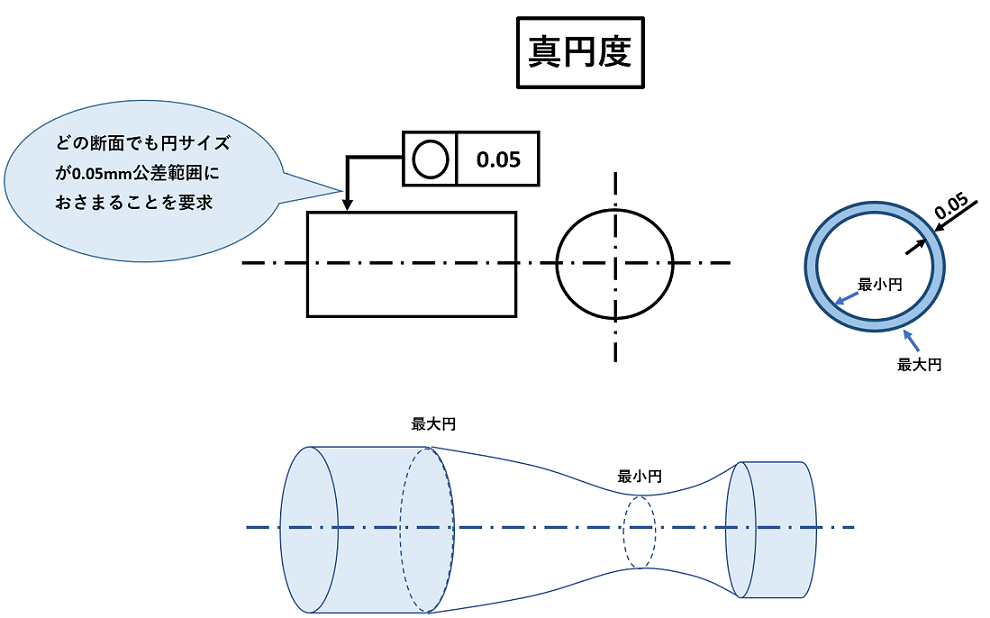
一方で、真円度は指定された断面を大小2つの円で挟み込んだときの半径差を公差値とするので、公差値にΦ記号をつけてはいけません。
下図のように、軸の曲面においてどの断面でカットしても、最大円半径と最小円半径の差が公差値以下であることを要求しています。(以下図解参照)
真円度の公差および基準(許容値)
真円度は、普通公差にて許容値が定められています。
普通公差については、また別記事でまとめていますので、併せてご確認ください。
さらに真円度の普通公差は、直径のサイズ公差の値に等しくとりますが、以下表の円周ぶれの基準を超えてはいけません。
(単位:mm)
|
基本サイズ 公差等級 |
円周ぶれ公差 |
| H | 0.1 |
| K | 0.2 |
| L | 0.3 |
真円度の測定方法(マイクロメータでの測り方)
【真円度の測定】
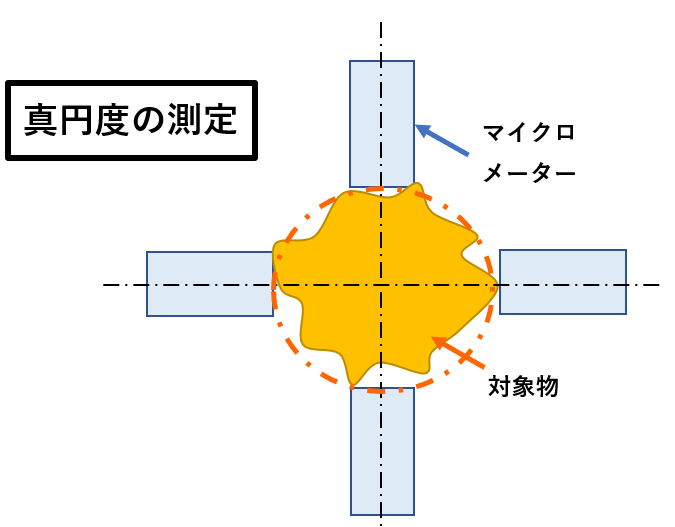
真円度は、マイクロメーター測定端子で外形を4~8等分して2点間測定し、最大値と最小値を確認します。
そしてその差を2で割ると求めることができます。
真円度の測り方
真円度=(円の最大直径−円の最小直径)/2
一方でデメリットとしては、2点間測定の平均値なので、精度に限界があります。
またマイクロメーター測定端子の当て方により誤差が発生する恐れもありますので注意が必要です。
真円度とは?記号・測定方法・公差・定義もわかりやすく!まとめ
【真円度】とは、図面などにおいて「どれだけまん丸であるべきか」を指示する公差
| 幾何公差名 | 記号 | 意味 | データムの有無 |
| 真円度 | |
【まんまるさ】を指定するもの
軸や穴・円錐などの円形断面の丸みを表す |
無 |
真円度の普通公差は、直径のサイズ公差の値に等しくとるが、以下表の円周ぶれの基準を超えてはいけない
|
基本サイズ 公差等級 |
円周ぶれ公差 |
| H | 0.1 |
| K | 0.2 |
| L | 0.3 |
真円度の測定方法(マイクロメータでの測り方)
真円度は、マイクロメーター測定端子で外形を4~8等分して2点間測定し、最大値と最小値を確認する。
そしてその差を2で割ると求めることができる。
真円度の測り方
真円度=(円の最大直径−円の最小直径)/2
以上です。
ありがとうございました。